Cambiar parámetro de frecuencia en RDworks / Daniel
Frecuencia
Cuando
trabajamos con un CNC láser de CO2 excitado por radiofrecuencia, hay un
parámetro extra, una configuración extra que se debe tomar en cuenta que es la frecuencia.
La frecuencia controla cuántos pulsos
de láser por segundo se aplican a la pieza que se está cortando y su unidad de
medida son los Hertz (Hz).
Para ajustar la frecuencia se debe
considerar el tipo de material a cortar y la velocidad de corte. Para
materiales más densos como el acrílico conviene cortarlos a una frecuencia
máxima (aprox. 20000 Hz), así tendremos más pulsaciones sobre el
material, es decir, más calor sobre la pieza, lo que se traduce en acabados más
finos y brillantes.
Por otro lado, para los
materiales más blandos como el cartón, madera o cuero, no es
recomendable utilizar frecuencias altas, puesto hará que los bordes se quemes
de más y se vean manchados. Además que el borde quedará carbonizado Para estos
materiales conviene configurar frecuencias alrededor de 500 Hz.
Para cambiar la frecuencia en una capa
en el programa RDWorks siga estos pasos
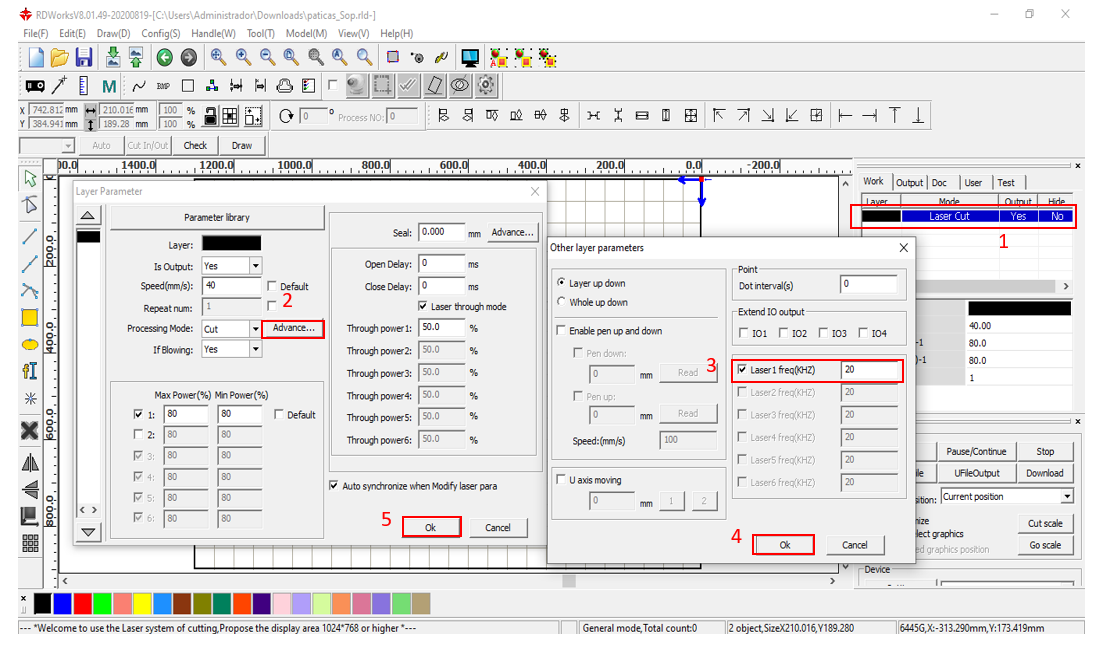
Paso 1
seleccione la capa con doble clic e
ingrese a los parámetros de capa
Paso 2
En “processing mode” seleccione el botón “Advance…”
Paso 3
Seleccione el checkbox de laser freq y coloque el valor de
KHz
Paso 4
Si por ejemplo para cortar una tablilla de madera de 1.3 mm. de espesor
ajustamos una velocidad de 60 mm/s y una frecuencia de 500 Hz, para cortar una
de 3 mm. de espesor a 30 mm/s. probablemente encontraremos un valor óptimo de
frecuencia entorno a los 300 Hz
Confirme con el botón OK y nuevamente en OK
Related Articles
¿Como colocar un parámetro de capa en la librería de parámetros de RDworks? / Daniel
Para colocar un parámetro de capa y guardarlo en la librería de parámetros del programa RDWorks siga estos pasos: Paso 1 Abra el programa, seleccione el objeto y coloque un color de capa, luego de doble clic sobre la capa para que pueda ingresar a ...5 - Instalación software RDworks / Daniel
Para instalar el programa RDworks siga los siguientes pasos PASO 1 descargue el programa versión 8.01.60 de este enlace https://www.dropbox.com/sh/e3444th055hvq5c/AAAtZEqaCp3Of27V7OMog-w8a?dl=0 enlace de la version RDworks V 8.0.1.61 ...¿Cómo cambiar el recorrido máximo en el eje z de la mesa de trabajo? / Daniel
Para cambiar el recorrido máximo de la mesa de trabajo Desde el software RDWorks: Abra el programa e ingrese a menú File luego de clic en Vendor Settings, coloque la contraseña RD8888, clic en el botón “Read”, luego de clic en motor, luego de clic ...Como Instalar el plugin de Corel Draw para RDWorks / Daniel
Lo primero que se debe hacer es abrir Corel DRAW y seguir los siguientes pasos 1. Clic en herramientas y luego en opciones y “CorelDRAW” 2. En opciones de Corel DRAW seleccione la opción VBA y en la opción de seguridad cambiar el nivel de ...CONEXIÓN RDWORKS POR CABLE DE ETHERNET PUNTO A PUNTO / Daniel
CONEXIÓN PUNTO A PUNTO POR MEDIO DE UN CABLE UTP DE RED CON CONECTOR RJ45 Para hacer la conexión de nuestro Equipo de corte y Grabado CO2 que tiene una tarjeta controladora Ruida por medio de la conexión Ethernet necesitaremos un cable de Red ...